
Introduction
Blind valves are vital components in industrial systems, ensuring operational safety and efficiency. From line blinds to spectacle blinds, these valves offer secure isolation and prevent leaks during maintenance or system shutdowns. Their role in managing high-pressure environments, chemical processes, and water treatment applications underscores their importance in maintaining seamless operations. Selecting the right valve requires a keen understanding of application-specific requirements, including fluid type, pressure range, and temperature conditions.
In addition to operational benefits, blind valves contribute to sustainability by optimizing energy use and reducing environmental risks. Durable materials like stainless steel and corrosion-resistant alloys ensure long-term reliability, even in harsh conditions. With proper maintenance and informed selection, these valves support safe, efficient, and environmentally conscious industrial processes. This guide explores the key aspects of blind valve selection and usage, helping users make confident decisions for their systems.
Key Takeaways
- Blind valves are essential for safe and efficient isolation in industrial systems.
- Selecting the right valve type depends on factors like pressure, temperature, and fluid type.
- Materials like stainless steel ensure durability and resistance to harsh environments.
- Regular maintenance and inspection are critical for extending valve lifespan.
- Proper valve selection minimizes energy loss and enhances system performance.
- Blind valves contribute to sustainability by reducing leakage and environmental risks.
Choosing the Right Blind Valve for Industrial Applications
Selecting the right blind valve is critical for ensuring operational efficiency and safety. Blind valves, including line blinds and spectacle blinds, provide secure isolation in pipelines across various industrial sectors. These valves are commonly used in chemical processing, gas pipelines, and water treatment facilities where positive isolation is essential. A proper understanding of the application requirements, such as fluid type, pressure, and temperature, helps in choosing a valve that minimizes risks while maintaining seamless flow. Manufacturers focus on designing valves that meet API standards, making them suitable for different industries. With durable materials like stainless steel and corrosion-resistant alloys, these valves can withstand harsh environments and ensure long-term reliability.


Factors to Consider When Selecting a Blind Valve
Selecting the perfect blind valve involves assessing operational factors such as fluid type, pressure ranges, and temperature conditions. Industrial systems often require valves like line blinds and spectacle blinds that can provide reliable isolation while handling demanding environments. Additionally, understanding application-specific needs helps in choosing materials like stainless steel or corrosion-resistant alloys, ensuring long-term performance.
Common Applications of Blind Valves in Industry
Blind valves are widely used in chemical plants, gas transmission pipelines, and water treatment facilities. Their ability to offer secure isolation and prevent leaks makes them indispensable in high-risk industries. Applications often involve positive isolation for maintenance or system shutdowns, ensuring safety and operational continuity in these environments.
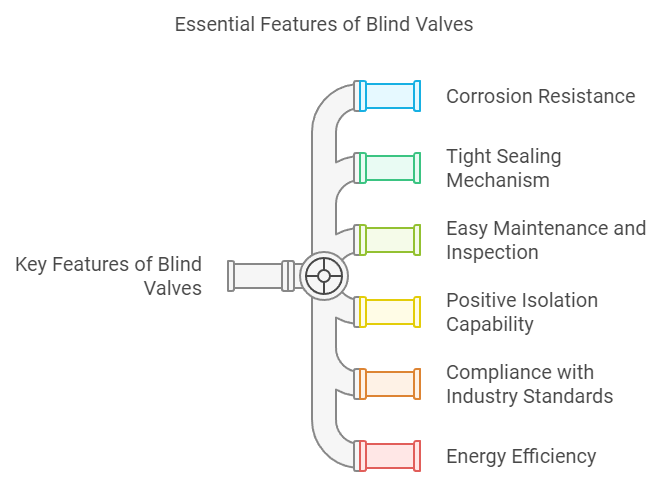
Key Features to Look for in a Blind Valve

1. Corrosion Resistance
Blind valves made from materials like stainless steel or specialized alloys are ideal for handling corrosive fluids and harsh environments, ensuring long-term durability.
2. Tight Sealing Mechanism
A reliable sealing mechanism is crucial to prevent leaks, especially in high-pressure and high-temperature applications. Look for features like bolted bonnets and reinforced seals.
3. Easy Maintenance and Inspection

Choose valves designed with accessible components, allowing for straightforward maintenance and part replacement to reduce downtime.
4. Positive Isolation Capability
Blind valves should provide secure isolation for pipelines, particularly during maintenance or system shutdowns, to enhance operational safety.
5. Compliance with Industry Standards
Select valves certified to meet API, ISO, or other relevant standards to ensure reliability and adherence to industry best practices.

6. Energy Efficiency
Opt for valves designed to minimize pressure loss and maintain consistent flow, contributing to energy savings and operational efficiency.
7. Versatility in Applications
Ensure the valve can handle a range of conditions, including high temperatures, chemical exposure, and varying pressure levels, for broad usability.
Ensuring Operational Safety with Blind Valves
Blind valves play a key role in preventing leaks and ensuring operational safety in industrial systems. By providing a tight seal, they eliminate fluid or gas escape during maintenance or system shutdowns. Properly designed blind plates or spectacle blinds reduce the risk of accidents, even under high-pressure conditions. Maintenance and inspection routines are simplified with valves that feature bolted bonnets and accessible mechanisms. Industries such as natural gas transmission and chemical processing rely on these valves to secure critical operations, particularly in high-temperature and hazardous environments. Choosing the right valve type and material, matched to operational demands, significantly enhances overall safety and efficiency.

How Blind Valves Prevent Leakage in High-Pressure Systems
Blind valves are designed with features like tight seals and bolted bonnets to handle high-pressure systems effectively. These mechanisms reduce the likelihood of leaks, safeguarding both operators and the environment. By providing secure closure, they ensure operational safety in pipelines transporting fluids or gases.
Maintenance Tips for Prolonging Blind Valve Lifespan
Regular inspections and proper maintenance practices, such as cleaning seals and checking flanges, can significantly extend the lifespan of blind valves. Ensuring proper torque on bolted connections and replacing worn components also helps maintain optimal performance, reducing risks of failure during operation.
Case Study: Enhancing Operational Safety in a Chemical Plant
A leading chemical processing plant faced recurring issues with valve leaks during maintenance, posing safety and operational risks. The existing valves were unable to withstand the plant’s high-pressure and corrosive environment. The plant management decided to replace the outdated valves with stainless steel spectacle blinds that offered superior corrosion resistance and tight sealing capabilities.
After the installation, the plant observed a significant reduction in downtime due to improved maintenance accessibility and enhanced operational safety. The new valves not only eliminated leaks but also optimized energy use by maintaining consistent flow and pressure. Compliance with API standards further assured long-term reliability. This strategic upgrade resulted in a 25% reduction in maintenance costs and a marked improvement in safety metrics, showcasing the importance of selecting the right blind valve for specific industrial needs.
Enhancing Fluid Control with Effective Valve Selection
Effective fluid control in pipelines relies heavily on choosing valves suited to specific operational needs. Blind valves, especially those with robust seal mechanisms, ensure a steady flow direction while reducing pressure loss. Their applications extend to water treatment plants, gas pipelines, and other industrial systems requiring positive isolation. For example, globe valves and ball valves are ideal for controlling flow rates and minimizing turbulence. Advanced designs prioritize user-friendly installation and maintenance, making them a preferred choice in industries that demand high reliability. Proper valve selection improves energy efficiency and operational longevity, supporting both economic and environmental goals.

The Role of Blind Valves in Optimizing Flow Direction
Blind valves, including globe and ball valves, play a crucial role in directing fluid flow while minimizing turbulence. These valves are engineered to provide smooth transitions and maintain pressure levels, supporting efficient operation in industrial pipelines.
Energy Efficiency Through Proper Valve Selection
Choosing the right valve can reduce energy loss in pipeline systems by minimizing pressure drops and ensuring consistent flow. Blind valves designed for low-resistance operation help industries achieve energy-saving goals, contributing to both cost reduction and environmental sustainability.
The right valve in the right place ensures not just operational efficiency, but also the safety of everyone involved.” — Peter Drucker (Adapted for context)
Material Considerations in Blind Valve Manufacturing
The choice of materials in blind valve manufacturing directly impacts their durability and performance. Stainless steel and other resistant alloys are commonly used to ensure valves withstand harsh chemicals and extreme temperatures. For water treatment and chemical applications, corrosion-resistant materials provide long-term reliability and safety. High-temperature environments require valves made with materials that prevent deformation or failure. Manufacturers also focus on compact and lightweight designs, using innovative materials to reduce pressure on pipeline systems. Understanding material compatibility with fluid types and operational conditions helps in selecting valves that meet industry requirements while offering exceptional durability and performance.

Why Material Compatibility Matters in Blind Valve Performance
The performance of blind valves is heavily influenced by their material construction. For instance, stainless steel offers excellent corrosion resistance, making it ideal for chemical and water treatment applications. Ensuring compatibility with operational fluids prevents wear and extends valve life.
Innovative Materials for High-Temperature Applications
High-temperature environments demand valves made from specialized materials to prevent deformation or failure. Manufacturers increasingly use advanced alloys and composites to create valves that are both durable and lightweight, meeting the needs of demanding industrial applications.
Conclusion
Blind valves play a critical role in maintaining safety and operational efficiency across diverse industrial applications. Whether in chemical processing, natural gas transmission, or water treatment, these valves ensure secure isolation and leak prevention. Selecting the right type of valve, such as line blinds or spectacle blinds, requires careful consideration of operational factors like pressure, temperature, and fluid type. By choosing materials like stainless steel and corrosion-resistant alloys, users can enhance valve durability and performance in challenging environments.
Equally important is the role of maintenance and inspection in extending valve lifespan. Regular checks on seals, flanges, and bolted connections ensure continued reliability and prevent costly failures. Blind valves not only optimize system performance but also contribute to energy efficiency and environmental sustainability. With the right selection, installation, and care, these essential components provide long-term benefits to industrial systems.



